Laser welding has many advantages over other welding techniques. In most cases, it is not necessary to use additives to produce a good and strong weld. Materials such as stainless steel, titanium and other high-alloyed materials are usually easily manufactured by laser welding. The heat input into the materials is low and very localised, creating minimal thermal influence and thereby minimal deformation. Of course, this also depends heavily on the design, which is why we like to think along with you at an early stage about the manufacturability of your product(s).
At ILT Fineworks we use different types of lasers that allow us to machine precision engineering components.
It is possible to weld in hard-to-reach locations and to make gas-tight joints.
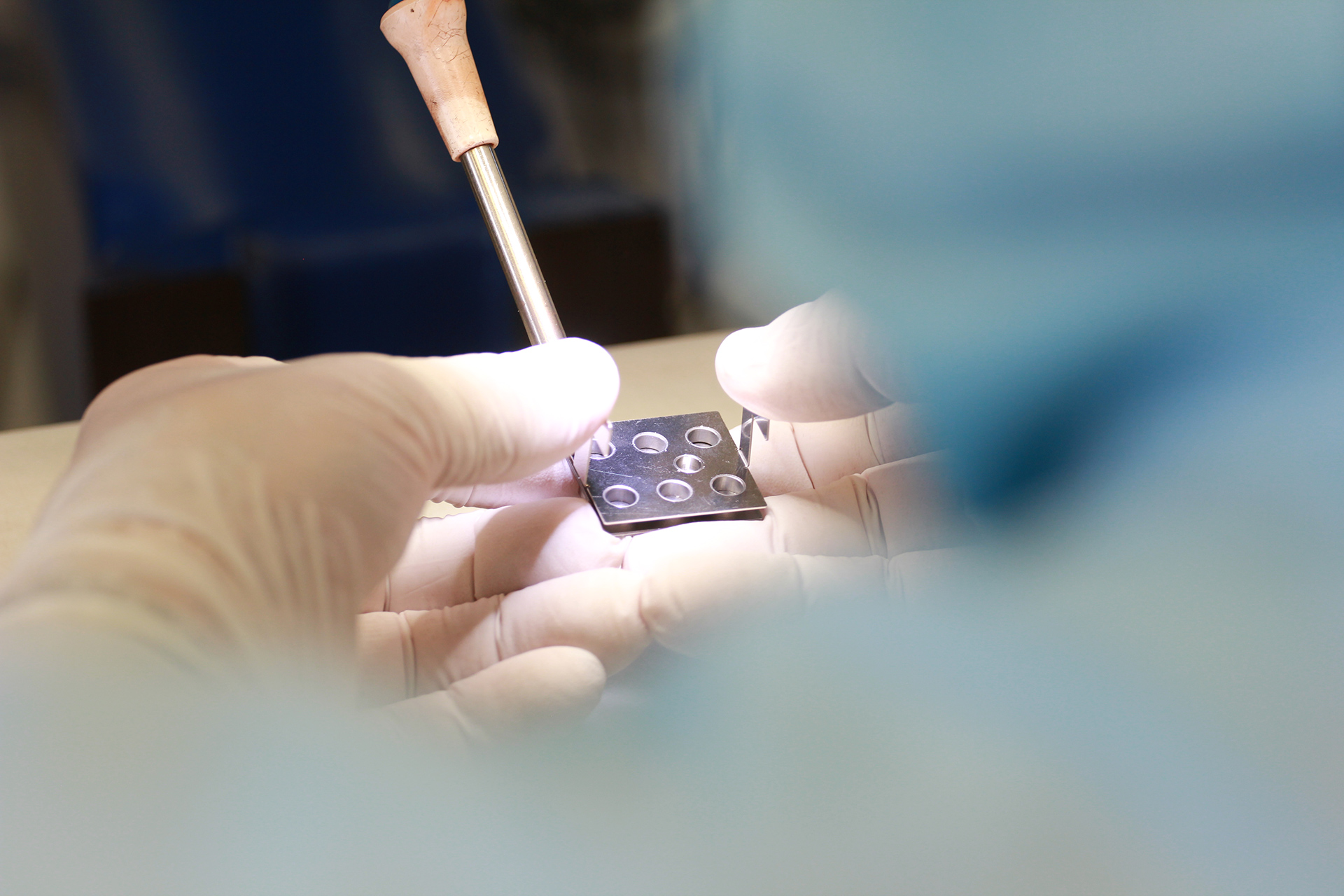
The basis for a good welding joint is proper dimensional stability, correct fit and cleanliness of the parts to be welded. A proper fit is crucial for a good gas-tight weld. A pulsed laser welding depth of 0.3 to 0.5 mm in stainless steel is therefore possible with our equipment. To prevent discolouration and oxidation of surrounding material and the weld, we weld in an argon gas atmosphere.




ILT Fineworks regularly performs welding joints for “clean” industries including the semiconductor and medical industries. To this end, most of our welding machines are housed in our cleanroom facility. Your cleanroom cleanroom products can be left to us in good faith.
If the construction allows, we can check the leak tightness of the welding joint with vacuum – helium leak testers. In this process, the welded assembly is connected to vacuum and checked for gas tightness using helium to 10-10 mbar l/second. As proof, we supply a measurement report together with the products.
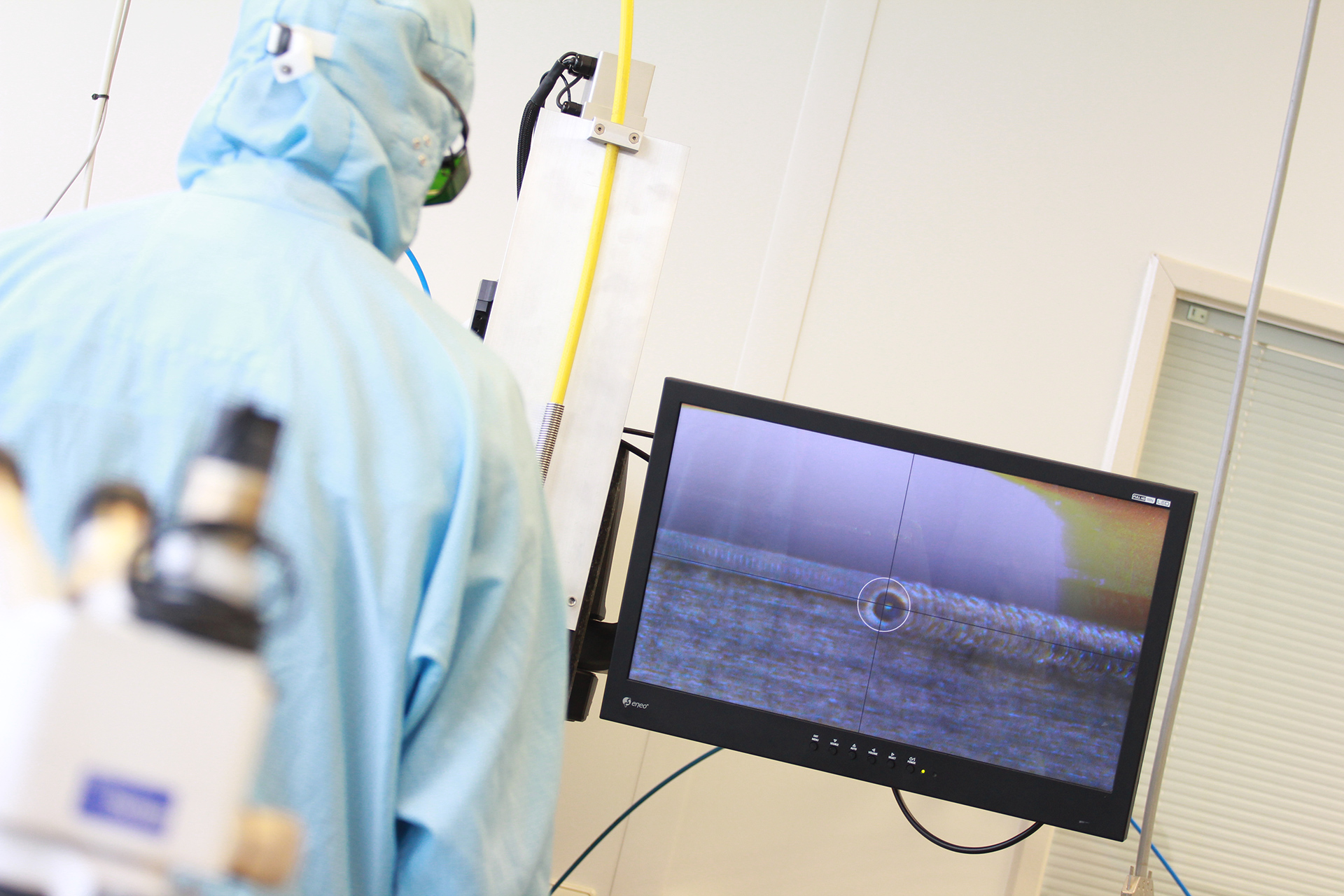
If required, we can perform a cross-sectional analysis for you. In this process, a sample is welded, then sawed through, prepared as a specimen and analysed, visualised under the microscope after which a report is made.
Ask our welding specialists to help shape your laser welding challenges.